 新浪微博
新浪微博 腾讯微博
腾讯微博


用铸铁平板检验工件平面度的方法
用铸铁平板检验工件平面度是以铸铁平板工作面作为理想平面,用铸铁平板的工作面与被测实际表面进行比较,从而确定其误差的大小。
用铸铁平板检验工件平面度的常用方法如下。

一、涂色法:
涂色法检验平面度是以铸铁平板作为理想平面,在其平面上涂上红丹粉,然后将被测表面与其贴合,经往返对研后将被测表面取下,观察被测表面上附着红丹粉的分布情况,用(25×25)mm着色点数目来判断被测工件表面平面度的合格性。
检验时,所选用的铸铁平板自身平面度误差值,高于工件被检面所要求的平面度误差3~5倍,否则检验结果是不 的。
使用铸铁平板涂色法检验工件平面度的优点是,方法简单,容易操作。缺点是只能判断工件被检面平面合格与否,不能测出具体数值。
二、打表法:
打表法是将被测工件和指标表放在基准铸铁平板上,即以基准铸铁平板作为理想平面。测量时,指示标架紧贴基准铸铁平板,逐点或沿几条直线移动,即可测出工件被侧面的平面度误差值。
被测工件的调平方式有以下三种。
①按被测表面上三点进行调平(三点法),该法是使任意三个角点对铸铁平板等高,也 是使三个角点的读数一致。此法优点是操作方便,可以直接得到工件平面度误差值,其值为被测面高点与低点的读数差。但由于在四个角点中任选三点,可以有四种不同的选法,因此会有四组不同的测量数值,测量结果不。
②按四个角点调平(四点法),该法要求两对角线平行于铸铁平板。使相对两点读数一致。此法采用对角线法评定,即以包含被测面上的一条对角线且与另一条对角线相平行的平面为理想平面,被测面上各点相对于该理想平面的大与小读数之差为平面度的误差值,因此该法的优点是测量结果,缺点是调平比较困难。
③按水平调平,调整前,需先把作为基准平面的铸铁平板调至水平,然后调整被测面,使水平仪在两个相互垂直的方向上气泡都居中。按水平调整 方便,但可能使测量数据豪无规则。
上述三种调平方法都可以使用,虽因调平方式不同,获得不同的测量数据,但经基面变换后,可获得符合定义的误差值。
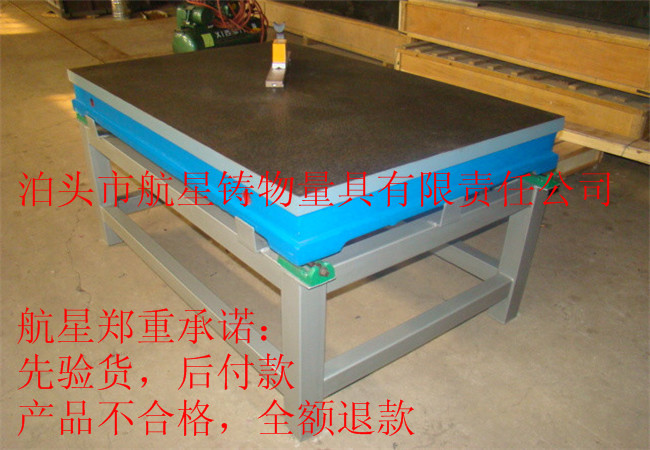
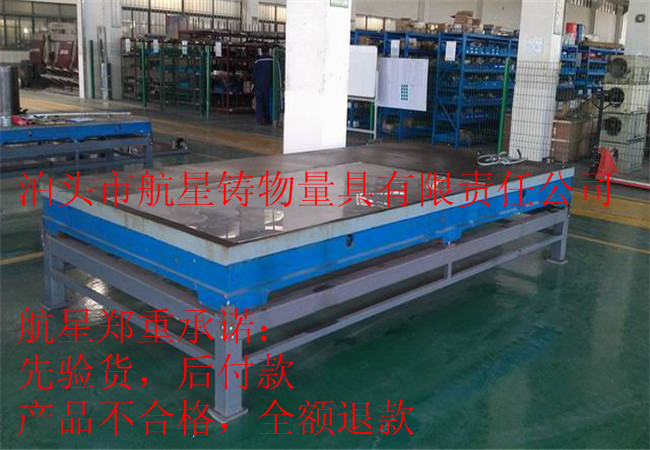
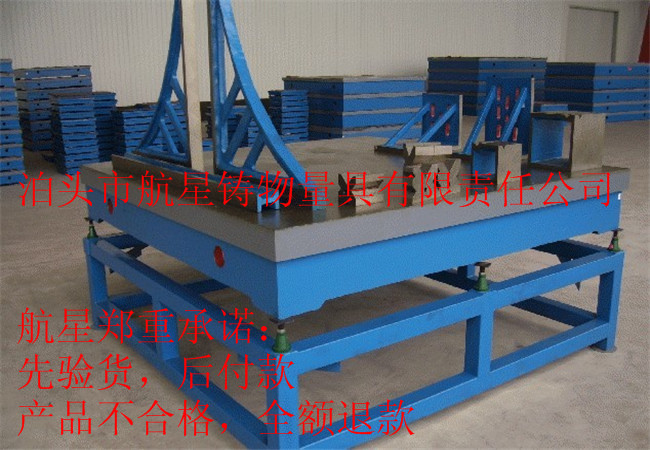
铸铁平板产品图

铸铁平板使用现场图
铸铁平板量具产品图




